We use TL-D3 Pro for demonstration. Just need to change building volume to other model, such as Hands 2 (220mm*220mm*250mm), Hands 2 (235mm*235mm*250mm), TL-D5(500mm*500mm*600mm), TL-D6(600mm*600mm*600mm)
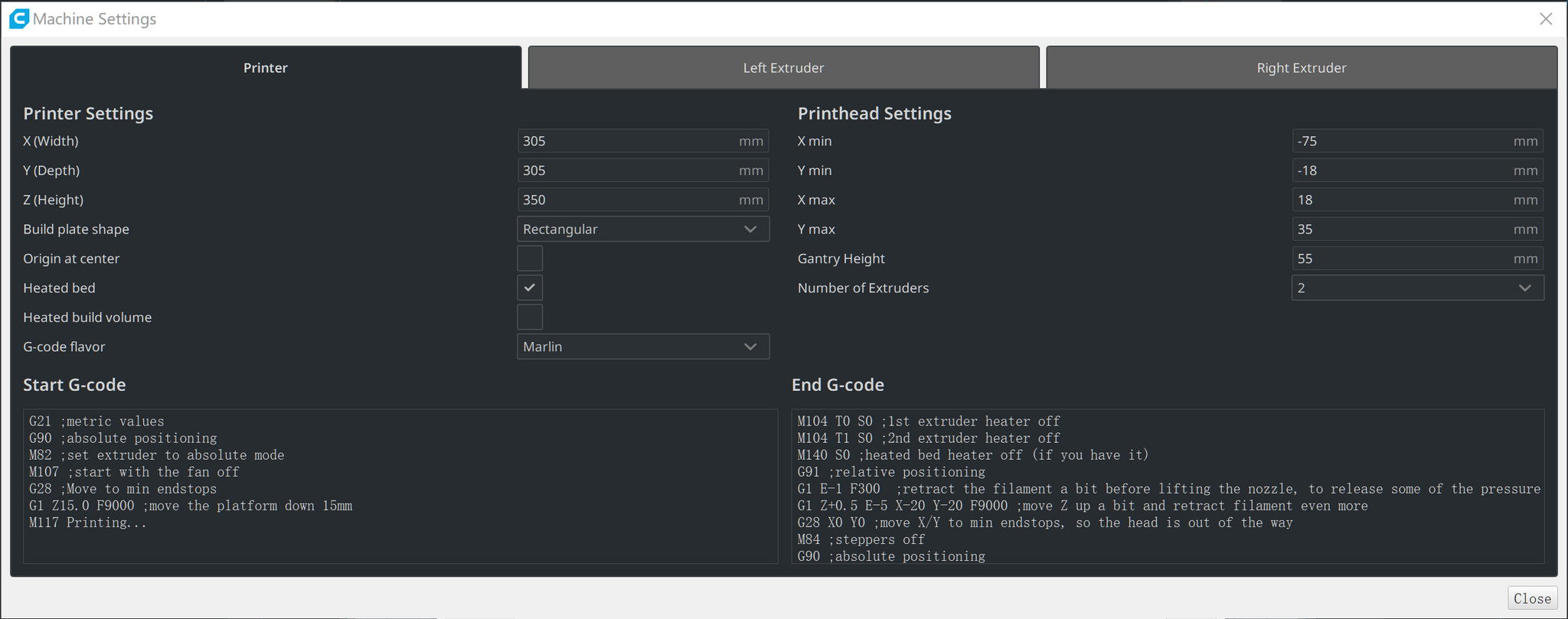
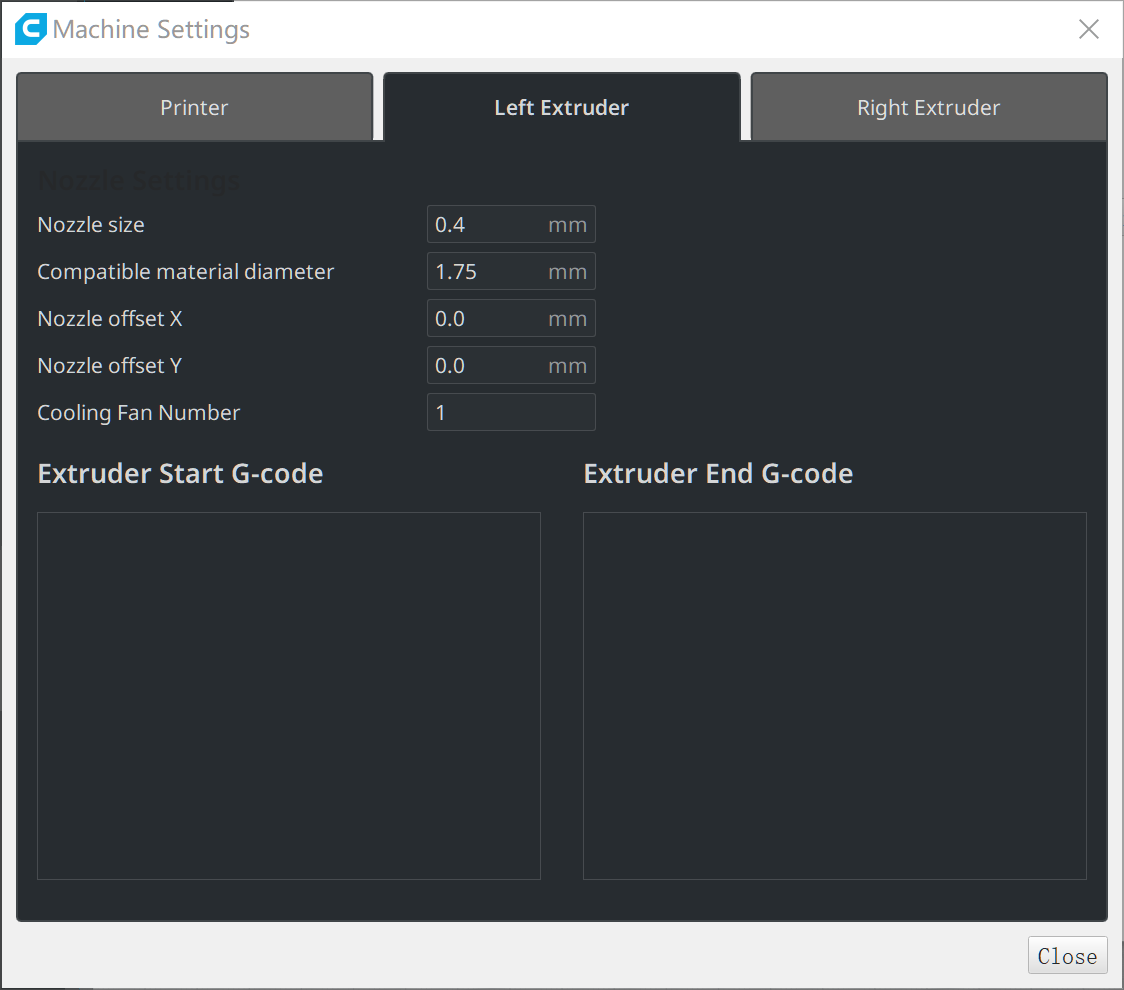
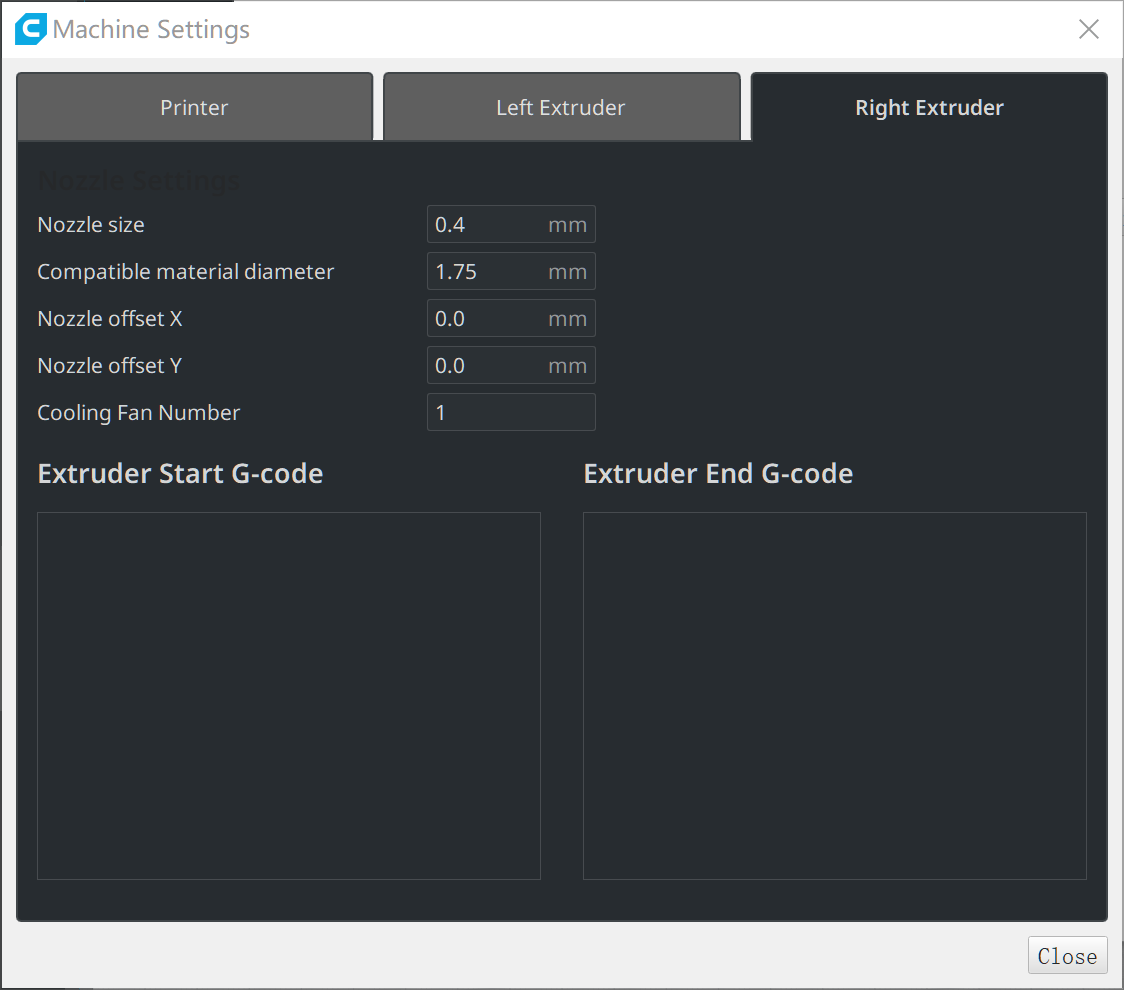
1. The most important thing is to set the Start and End G-code for the Tenlog IDEX 3D Printer. So we first show the G-code settings in the machine settings. You can download all the pictures and G-code here Google Drive
Start G-code
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 ;Move to min endstops
G1 Z15.0 F9000 ;move the platform down 15mm
M117 Printing...
End G-code
M104 T0 S0 ;1st extruder heater off
M104 T1 S0 ;2nd extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F9000 ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
2. Download the .curaprofile for Windows or MacOS
Download ._TL-D3 Pro.curaprofile for Windows from Google Drive
Download ._TL-D3 Pro.curaprofile for MacOS from Google Drive
3. Import cura configuration file to Profiles, then Activate this configuration file
491 comments
zHOmNWcohTR
cFXKQYksEPNZe
bpJPQuwRCfotg
mHTZUEvIlzFhMJ
BqwOlmNEDozsAf